



شاید این سؤال برایتان پیش بیاید که قلاویز کاری چیست؟ قلاویز کاری یکی از مهمترین مراحل در فرایند ساخت و تعمیرات مکانیکی و ساختمانی است. این فرآیند شامل ایجاد دندانههایی درون مواد مختلف برای اتصال بهتر و محکمتر اجزا به یکدیگر است. در این مقاله، به بررسی آموزش قلاویز کاری، ابزارها و نکات کلیدی آن خواهیم پرداخت.
نحوه قلاویز کاری
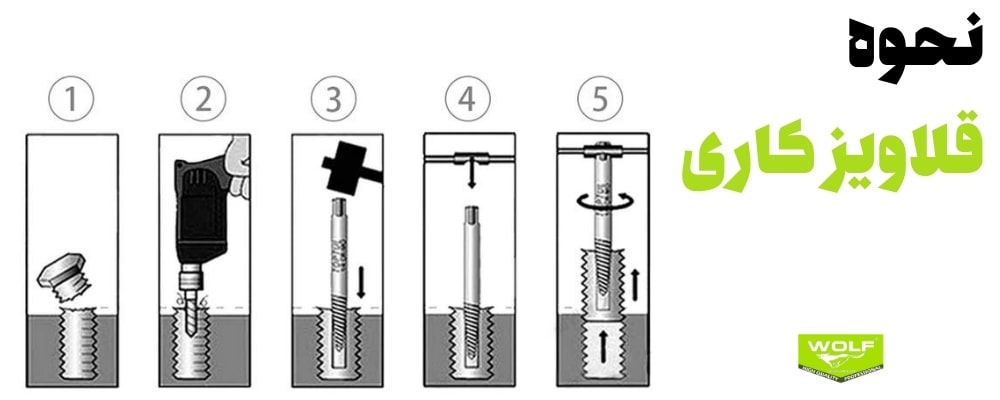
برای نحوه قلاویز کردن ابتدا مته و قلاویز با پیچ و مهره مناسب و یکسان را انتخاب می کنیم. برای اطمینان بیشتر در هنگام سوراخ کردن بهتر است فلز مورد نظر ثابت باشد و از مته های مناسب استفاده کنیم. قلاویزی که متناسب با سوراخ است را در دسته گردان قرار می دهیم، سپس فک های اطراف قلاویز را محکم می کنیم تا ثابت شود. دسته گردان را می چرخانیم تا سوراخ به قلاویز پیچ شود. در ادامه دسته را در جهت عقربه های ساعت چرخانده تا رزوه در سوراخ ایجاد گردد. با چرخش های صاف، بدون وارد کردن فشار، رزوه ایجاد می شود. در ادامه دسته T را در جهت خلاف عقربه های ساعت می چرخانیم تا قلاویز جدا گردد. عمل قلاویز کردن را آنقدر ادامه می دهیم تا از سمت دیگر سوراخ، قلاویز خارج شود.
فیلم آموزش قلاویز کاری
مراحل قلاویز کاری
- آماده سازی: قبل از شروع قلاویز کاری، اطمینان حاصل کنید که سطح کار شما تمیز و خشک است. همچنین، محل سوراخ کردن را مشخص کنید و از ابزارهای دقیق برای علامتگذاری استفاده کنید.
- سوراخ کاری: با استفاده از مته، یک سوراخ در محل علامتگذاری شده ایجاد کنید. عمق و قطر سوراخ باید به اندازه دندانههای قلاویز باشد. این مرحله بسیار مهم است، زیرا اگر سوراخ خیلی عمیق یا کم عمق باشد، کیفیت روش قلاویز کاری تحت تأثیر قرار میگیرد.
- روغن کاری: قبل از شروع به قلاویز کاری، حتماً از روغن برای روانکاری استفاده کنید. این کار به کاهش اصطکاک کمک کرده و از آسیب دیدن قلاویز جلوگیری میکند.
- قلاویز کاری: قلاویز را در سوراخ قرار دهید و با استفاده از آچار قلاویز، به آرامی شروع به چرخاندن آن کنید. حتماً فشار یکنواختی را بر روی قلاویز وارد کنید تا دندانهها به درستی درون ماده ایجاد شوند. در طول قلاویز کاری، ممکن است نیاز به توقف و چک کردن وضعیت دندانهها باشد.
- پایان کار: پس از اتمام قلاویز کاری، قلاویز را خارج کرده و دندانهها را بررسی کنید. در صورت نیاز، میتوانید با استفاده از یک پیچ مناسب، تست کنید که آیا دندانهها به درستی عمل میکنند یا خیر.
برای خرید و یا استعلام قیمت مته الماسه از طریق صفحه مربوطه اقدام نمایید و یا از طریق شماره های موجود با کارشناسان ما در ارتباط باشید.
ابزارهای مورد نیاز برای قلاویز کاری
برای انجام قلاویز کاری، به ابزارهای خاصی نیاز دارید. در اینجا مهمترین ابزارها را معرفی میکنیم:
قلاویز
قلاویز، ابزار اصلی این فرایند است که به شکل لولهای و با دندانههای مشخص ساخته میشود. قلاویزها در اندازهها و شکلهای مختلفی وجود دارند که بسته به نوع و سایز پیچ مورد نظر انتخاب میشوند.
مته
قبل از قلاویز کاری، معمولاً نیاز به سوراخ کردن ماده مورد نظر داریم. بنابراین، استفاده از مته مناسب بسیار مهم است. مته باید به اندازه دندانههای قلاویز انتخاب شود تا دقت و کیفیت قلاویز کاری بالا برود. برای این کار میتوانید از مته کبالت استفاده کنید.
روغن کاری
استفاده از روغن برای روانکاری در هنگام قلاویز کاری باعث افزایش عمر ابزار و بهبود کیفیت دندانهها میشود. روغنهای خاصی برای این کار وجود دارد که میتوانید از آنها استفاده کنید.
آچار قلاویز
این ابزار به شما کمک میکند تا قلاویز را به راحتی و با دقت بیشتری بچرخانید. استفاده از آچار قلاویز باعث میشود که فشار یکنواختی بر روی قلاویز وارد شود.
انتخاب مته برای قلاویز کردن
انتخاب مته برای قلاویز کاری از نظر اندازه اهمیت بسیاری دارد؛ زیرا قبل از شروع قلاویزکاری باید قطعه مورد نظر را سوراخ نمود. اگر قطر سوراخ ایجاد شده کوچک باشد سبب گیر کردن قلاویز در داخل شده و احتمال شکستن آن افزایش می یابد؛ همچنین اگر سایز سوراخ ایجاد شده بزرگ باشد سبب کامل نشدن دندانه های پیچ در داخل کار شده که موجب لق شدن پیچ و مهره می گردد.
نکات مهم در طریقه قلاویز زدن
- انتخاب قلاویز مناسب: حتماً قلاویزی انتخاب کنید که با نوع و سایز پیچ شما هماهنگی داشته باشد.
- دقت در سوراخ کاری: دقت در ایجاد سوراخ اولیه، کلید موفقیت در قلاویز کاری است.
- استفاده از روغن: فراموش نکنید که همیشه از روغن استفاده کنید تا دندانهها دچار آسیب نشوند.
- بررسی دندانهها: پس از اتمام کار، دندانه ها را بررسی کنید تا از کیفیت قلاویز کاری اطمینان حاصل کنید.
قلاویز کراسمن - CRASMAN



















آموزش قلاویز کاری دستی
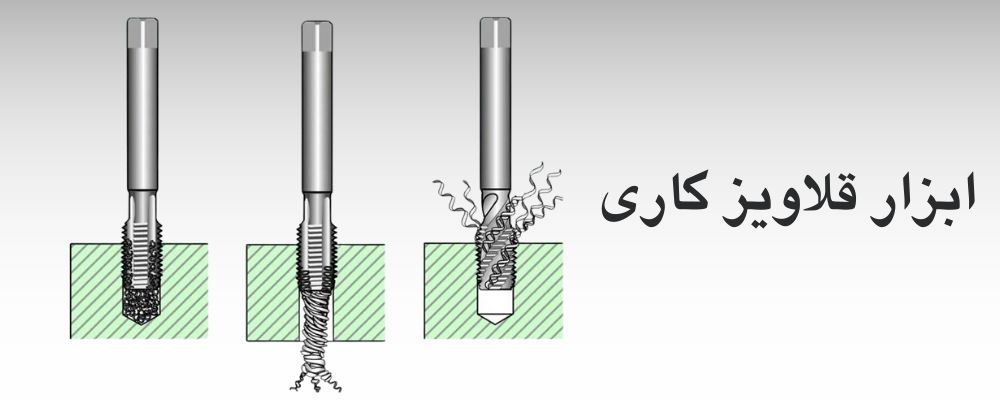
در ادامه به آموزش کار با قلاویز دستی می پردازیم. قلاویز دستی دارای یک پخ در ابتدای طول رزوه خود می باشد که به دندانه های برش اولیه اجازه می دهد تا در طول کار برش های عمیقی ایجاد شود. از فواید این کار می توان به کاهش نیروی مصرف شده افراد هنگام قلاویز کاری، سایش کمتر ابزار و تراز نمودن ابزار در سوراخ کاری اشاره نمود. قلاویز دستی دارای سری سه تایی به نام های پیش رو، میان رو و پس رو است.
- پیش رو: این مدل را با پخ بسیار کم عمق برای شروع قلاویز کاری استفاده می کنند. این سری ها دارای چند دندانه برش اولیه کم عمق بوده که نیروی مورد نیاز برای چرخاندن را کاهش داده و سبب می شود قلاویز کاری به آسانی صورت گیرد.
- میان رو: قلاویز دومی با پخ عمیق تر بوده که 3 تا 5 رزوه اول آن کامل نیست به همین دلیل برای ایجاد رزوه به نیروی بیشتری برای چرخش نیاز است.
- پس رو: قلاویز با دنده های برش کامل بوده که تا انتهای یک سوراخ کور را نیز رزوه می کند. این قلاویز ها پخ اولیه نداشته و در آخرین مرحله قلاویز کاری دستی مورد استفاده قرار می گیرند.
برای قلاویز زنی از دسته قلاویز که برای بستن قلاویز، داخل سوراخ فرستادن و هدایت کردن آن است، استفاده می شود. ابتدا دسته را باز کرده، قلاویز را بر آن سوار می کنیم، بعد از بسته شدن با هدایت کردن آن روی سوراخ مورد نظر قلاویز کاری انجام می شود.
برای خرید ست قلاویز میتوانید از طریق شماره تماس های موجود در سایت، با کارشناسان ما ارتباط بگیرید.
آموزش کار با قلاویز ماشینی
روش کار با قلاویز ماشینی برخلاف نوع دستی در یک مرحله صورت می گیرد. در این مدل با استفاده از یک مته قلاویز که دنده های مخروطی شکل بر روی سطح آن ایجاد شده، رزوه زدن روی قطعه کامل می گردد. فرایند قلاویز کاری ماشینی بر روی دستگاه تراش انجام شده که به آن دنده زنی داخلی یا پیچ تراشی نیز می گویند. در این روش، مته قلاویز روی مته مرغک دستگاه برش بسته شده که با روشن کردن دستگاه تراش، مته به داخل سوراخ قطعه حرکت می کند و قلاویز کاری تا سوراخ کامل قطعه انجام می شود.

نکات مهم قلاویز کاری
نکات مهمی که در روش کار با قلاویز باید رعایت کرد عبارتند از:
- قلاویز ها را باید هر چند وقت یکبار در جهت خلاف حرکت چرخاند تا براده های قلاویز کاری زیاد نشوند.
- در هنگام قلاویز کاری نباید نیروی زیادی به آن وارد کرد؛ زیرا فشار بیش از حد سبب شکستن قلاویز یا ناصاف شدن رزوه ها می گردد.
- در زمان رزوه کردن قطعات فولادی، قبل از شروع کار بهتر است قلاویزها را روغن کاری نمود. برای قطعات آلومینیومی از نفت استفاده گردد اما برای رزوه کردن قطعات چدنی و برنجی نیازی به نفت و روغن کاری نیست.
- اگر قلاویز در هنگام کار شکست، برای خارج کردن قلاویز شکسته بهتر است از تجهیزاتی که برای این کار وجود، استفاده کرد. ابزار مورد نظر در شیار قلاویز گیر کرده و به آرامی قطعه شکسته شده را خارج می کند.
نحوه کار با قلاویز چپ گرد
کاربرد قلاویز در صنعت
از کاربردهای اصلی قلاویز کاری در صنعت می توان به اتصال یا پیچ کردن دو قطعه به هم اشاره کرد. در صنایع ماشین آلات برای اتصال سطحی و موقتی دو قطعه به کرات از قلاویزکاری استفاده می شود. برای ایجاد جای پیچ می توان از روش رزوه زنی برای ایجاد سوراخ مورد نظر استفاده کرد که با این سوراخ های دندانه دار عمل باز و بسته شدن پیچ و سطوح به آسانی انجام می شود.
از دیگر کاربردهای قلاویز کاری در صنعت می توان به تولید قالب های صنعتی، ساخت ابزارهای خاص با دقت بالا، تعمیر و نگهداری دستگاه های صنعتی، تولید پروفیل های مختلف روی سطوح استوانه ای، تراش دنده های پیچ روی سطوح فلزی، چوبی و پلاستیکی، تولید قطعات با دقت بالا و کمترین خطای ابعاد اشاره کرد که این کار سبب افزایش استحکام، دقت و عمر قطعات مورد نظر می گردد.
جمع بندی
قلاویز کاری فرایند کاربردی و مهمی بوده که در صنایع مختلف کاربرد دارد. با آموزش کار با ست قلاویز و آشنایی کامل با اصول و نکات نحوه قلاویز زدن می توان این عمل را به درستی انجام داد. قلاویز کاری دستی در سه مرحله، ایجاد سوراخ با قطر مناسب در قطعه، استفاده از قلاویز پیش رو، میان رو و پس رو برای ایجاد عمق مناسب در رزوه انجام می شود که این اعمال در قلاویز کاری ماشینی در یک مرحله صورت می گیرد.
ای کاش فیلم قلاویز کاری دستی را هم در محتوا قرار میدادید.
سلام کاربر گرامی
در آپدیت بعدا حتما ویدئو قلاویز کاری دستی را قرار میدیم.
سپاس از همراهی شما
نحوه کار با قلاویز چپ گرد رو آموزش بدید لطفا
سلام دوست گرامی
کار با قلاویز چپ گرد کمی متفاوت از قلاویزهای معمولی است. چون در این نوع قلاویز، رزوه ها در جهت قلاویزهای استاندارد هستند. این قلاویزها معمولاً برای تعمیر یا ساخت رزوه های معیوب در قطعاتی استفاده می شوند که رزوه های معمولی آن ها آسیب دیده یا خراب شده است.
سلام
بزرگ بودن بیش از اندازه سوراخ برای قلاویزکاری چه تاثیری در کیفیت رزوه دارد؟